
联系人:王先生
电话:18888707071
手机:18562307632
邮箱:woyu@hotmail.com
地址:淮安经济技术开发区富准路36号
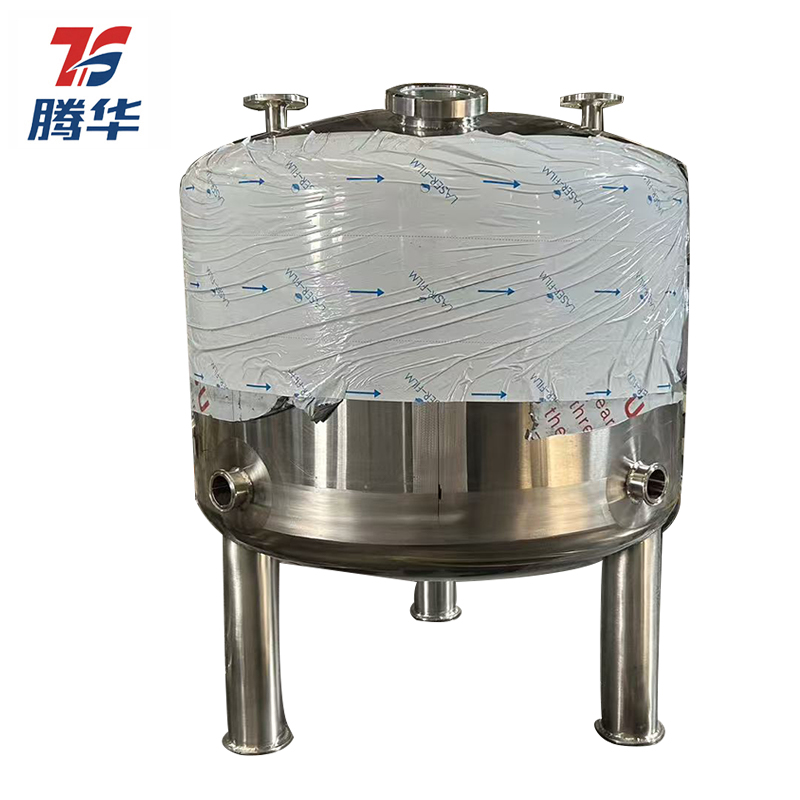
不锈钢储罐的制作工艺有何不同?
不锈钢储罐制作工艺的核心差异体现在 材料选择标准、焊接工艺方法、成型方式及表面处理要求 等关键环节,不同应用场景(如工业化工罐、食品级储罐)和储罐类型(常压/压力容器)会进一步调整工艺细节。
1. 材料选择:工业级 vs 食品级差异显著
工业不锈钢储罐(如化工行业储存酸、碱等介质)通常选用304不锈钢(具有良好的耐蚀性和成本效益),部分强腐蚀场景选用316L不锈钢(添加钼元素,加大抗氯离子腐蚀能力);食品级不锈钢储罐(如储存果汁、酒类、乳制品)则强制要求使用316L不锈钢,因其含碳量非常低(≤0.03%),可减少焊接时碳化物析出,降低晶间腐蚀风险,同时符合食品接触安稳标准(如ASTM A240、GB 4806.9)。材料采购时需提供材质证明书(SGS认证),并进行化学成分分析、力学性能测试(如抗拉强度、屈服强度)及表面质量检查(无划伤、锈蚀,表面粗糙度Ra≤0.8μm)。
2. 焊接工艺:传统手工焊 vs 双面氩弧焊(TIG/MIG)
传统工业储罐焊接多采用手工焊条焊,但存在飞溅大、内应力高、焊接变形显著等问题,难以满足大型薄壁储罐(壁厚3-20mm)的质量要求。目前主流工艺为双面氩弧焊(TIG),尤其适用于常压大容积储罐:
坡口设计:罐壁纵焊缝采用5~8°单V型坡口,间隙1~2mm,钝边≤1mm(确保焊透且减少焊接量);
焊接顺序:先焊内壁氩弧焊打底(2-3mm),再焊外壁埋弧焊(SAW)填充,末尾进行盖面;
参数控制:采用99.99%纯度氩气作为保护气体(避免焊缝氧化),焊接电流120-180A、电压10-15V、焊接速度80-120mm/min(小电流、快焊速减少热影响区),层间温度≤150℃(避免晶粒粗大);
食品级储罐更强调焊接过程的洁净性,优先选用氩弧焊(TIG),避免熔渣残留,焊接材料须与母材匹配(如ER316L焊丝),且焊工需持证上岗(通过食品级焊接培训)。
3. 成型工艺:机械成型 vs 手工成型
筒体成型主要采用三辊卷板机卷制:预弯头/尾,卷制速度2-5m/min(控制圆度误差),周长公差≤3mm(直径2m储罐),确保筒体圆整度;封头制作则根据厚度选择冷冲压(厚度<12mm,效率高、变形小)或热冲压(厚度≥12mm,改善材料塑性),模具需符合标准椭圆封头(长径比2:1)要求,冲压后需车削坡口(角度30°±1°),直边高度≥25mm(DN2000封头),确保与筒体的焊接质量。
小型或定制化储罐(如实验室用小型储罐)可能采用手工成型,但精度和一致性较差,只适用于低要求的非工业场景。
4. 表面处理:工业防腐 vs 食品级卫生
工业不锈钢储罐的表面处理重点是加大抗腐蚀性:切割、焊接后,先用钢丸喷砂去掉表面氧化皮、铁锈(达到Sa2.5级),再进行抛光处理,末尾进行钝化处理(在表面形成致密的Cr₂O₃钝化膜,加大抗腐蚀能力)。
食品级不锈钢储罐的表面处理更注重卫生性:除基本的喷砂、抛光外,需避免使用可能脱落的抛光剂(如氧化铝),抛光后需用食品级清洁剂清洗(去掉油污、颗粒物),并进行祛毒处理(如高温蒸汽祛毒或化学祛毒),确保表面无残留,符合食品接触卫生标准(如GB 14934-2016)。
5. 质量控制:常规检测 vs 食品级专项检测
工业储罐的质量控制主要包括外观检查(无裂纹、气孔、砂眼)、尺寸检查(直径公差≤2‰D,高度公差≤10mm)、压力测试(水压试验压力1.25倍设计压力,保压30分钟无泄漏)、无损检测。食品级储罐需增加专项检测:
清洁度检测:采用ATP生物荧光检测法,表面微生物残留量≤10CFU/cm²;
材质验证:每批材料进行光谱分析(确认不锈钢牌号无误);
焊接工艺评定:通过拉伸试验、弯曲试验、冲击试验验证焊接接头的力学性能,确保符合食品级要求。
- 上一篇:不锈钢压力罐对环境的影响如何?
- 下一篇:不锈钢冷凝器有哪些主要优点?
-
2026-05-20螺旋板换热器:高效换热领域的中坚力量
-
2026-05-20螺旋板换热器主要应用领域解析
-
2026-05-20反应釜保养技巧
-
2026-05-20列管式冷凝器保养技巧
-
2026-05-20在食品工业中,反应釜具体是如何进行乳制品杀菌处理的?
-
2026-05-20反应釜涉及行业及注意事项
-
2026-05-20聚氨酯反应釜在材质选用上的特点
-
2026-05-20聚氨酯反应釜与普通反应釜的区别





 客服
客服